
How to Choose the Perfect Custom Box Dimensions and Board Weight (GSM)
By Wabs Print Packaging Engineers | 15+ Years Manufacturing Experience
After 15 years manufacturing custom packaging, I’ve watched procurement managers make the same mistakes repeatedly. They specify dimensions without understanding manufacturing tolerances. They choose board weights based on price rather than structural requirements. They measure internal dimensions incorrectly, causing production delays when boxes arrive either too tight or too loose for products.
These aren’t minor errors. Wrong dimensions and board weight choices cascade through your entire operation. Too thin cardboard and your products arrive damaged in delivery. Too thick and your shipping costs skyrocket unnecessarily. Internal dimensions off by 2 millimetres and suddenly your products won’t fit the boxes you’ve already printed.
Accurate box dimensions are essential for both cost control and compliance. As covered in our E-commerce Packaging Guide 2026, choosing the right size helps reduce shipping costs and meet courier requirements.
This guide teaches you exactly what manufacturers need to know about selecting custom box dimensions and board weight. We’ll cover measuring internal versus external dimensions correctly, understanding GSM and how it affects structural strength, navigating manufacturing tolerances in millimetres, and choosing appropriate board grades for your specific applications.
Understanding Custom Box Dimensions: Internal vs External
The most common measurement confusion stems from not distinguishing between internal and external dimensions. These measurements differ significantly and serve different purposes in manufacturing.
External Dimensions (What You’re Actually Making)
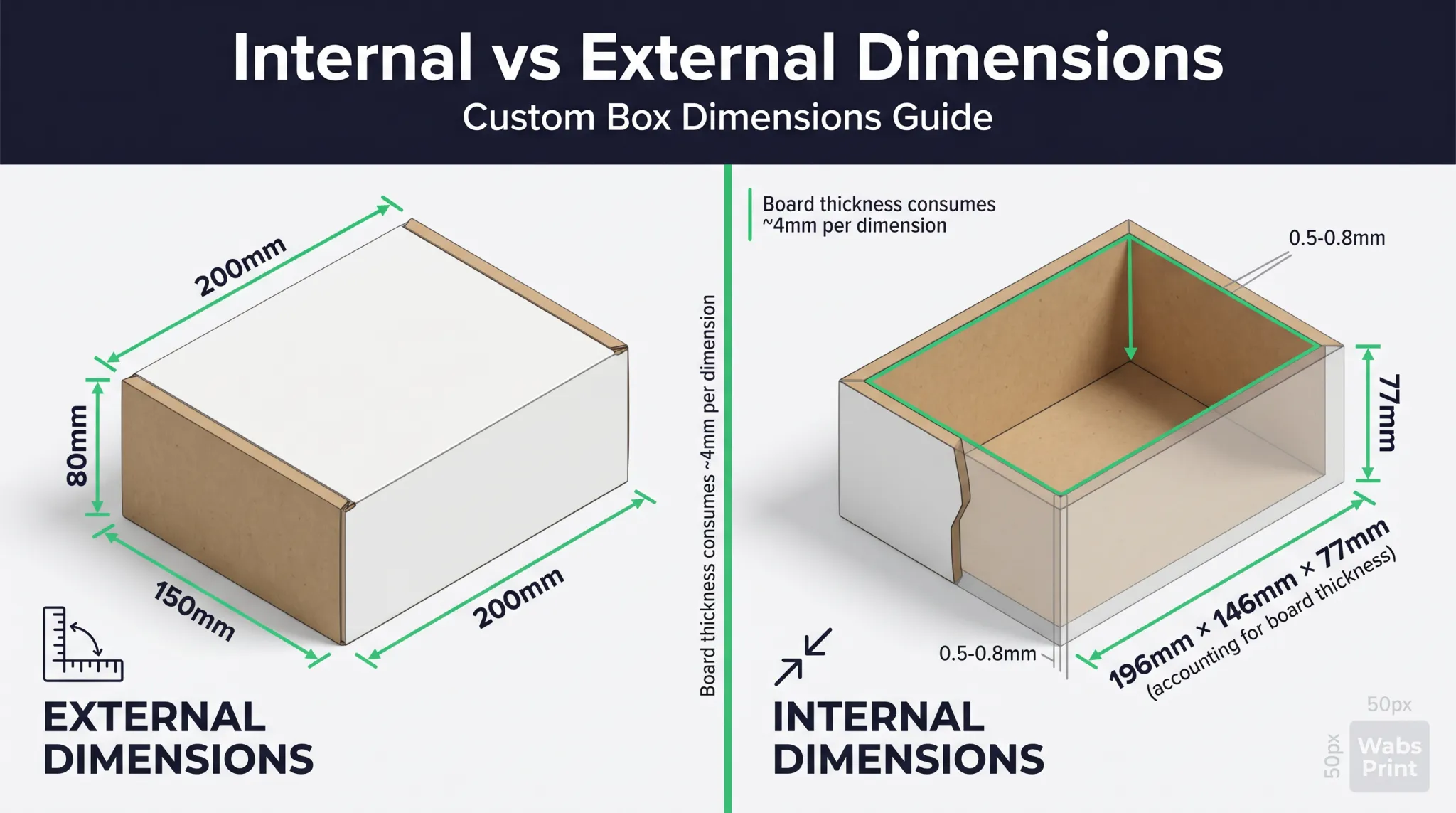
External dimensions represent the overall size of the finished box when assembled. These are the measurements that matter for shipping volume calculations, pallet planning, and warehouse storage. When you specify a box as 200mm wide by 150mm deep by 80mm high, you’re describing external dimensions.
These measurements determine how boxes stack, how much space they occupy in delivery vehicles, and what postage band they fall into with Royal Mail. A 10mm difference in external height can push boxes into a different pricing tier, affecting shipping costs across thousands of units annually.
For food packaging applications, external dimensions directly influence shelf display. Retailers allocate specific shelf space widths. Boxes too wide won’t fit allocated space. Boxes too narrow fail to create proper shelf presence. Getting external dimensions right proves absolutely critical for retail acceptance.
Internal Dimensions (What Fits Inside)
Internal dimensions represent the usable space inside the box after walls are formed. This space determines whether your product actually fits. Products measuring 195mm by 145mm by 75mm cannot fit in a box with 200mm external dimensions because the cardboard walls consume space.
The relationship between internal and external dimensions depends directly on board thickness. Thicker boards (higher GSM) create larger walls that consume more internal space. A 350gsm folding carton stock board measures approximately 0.5mm to 0.8mm thick. When this board folds into a box, it consumes roughly 1mm to 1.6mm of internal space per side (top and bottom, or front and back).
For e-commerce packaging like mailer boxes, internal dimensions must accommodate products plus protective materials. A product measuring 190mm x 140mm x 70mm needs internal space of at least 195mm x 145mm x 75mm to fit without crushing. Add tissue paper padding and you need 197mm x 147mm x 78mm minimum internal space.
Corrugated materials add even more thickness. Corrugated wall density in E-flute measures approximately 1.5mm thick per side, consuming roughly 3mm of internal space per paired dimension.
Measuring Internal Box Dimensions: The Correct Process
Measuring internal dimensions correctly prevents costly errors that destroy timelines and waste inventory. Here’s exactly how to do it.
Step-by-Step Measuring Guide (In Millimetres)
Use millimetre measurements throughout. Inches create conversion errors that compound across manufacturing. A calibrated measuring tape or digital calliper achieves the precision required. Do NOT use rulers marked in centimetres only, as visual estimation between 10cm marks introduces 5mm potential error.
Measure your product in its final packaged form (if applicable). A pizza box must accommodate a pizza still in its sleeve if your products ship that way. Wine boxes must account for protective paper wrapping around bottles. Cosmetic boxes must allow space for foam inserts or tissue paper surrounding products.
Measure the longest dimension of your product across all orientations. A product measuring 180mm by 170mm by 65mm requires internal dimensions accommodating the 180mm length. Don’t just average measurements or pick the largest single dimension. Physically verify that your product fits within all three internal dimensions simultaneously.
Add clearance for handling. Products shouldn’t contact box walls directly during packing or unpacking. Add 5mm to 10mm clearance depending on product fragility. Blister packaging requires minimal clearance (3mm to 5mm). Corrugated boxes for wholesale distribution require more clearance (10mm to 15mm) to accommodate rough handling.
Account for protective materials you’ll use. Tissue paper adds 10mm to 15mm per layer when crumpled around products. Bubble wrap adds 5mm to 10mm thickness. Foam inserts consume defined space that reduces available product area. Be realistic about materials you’ll actually use, not hypothetical minimums.
Round UP to the nearest 5mm increment. Manufacturing tolerances mean precision beyond 5mm intervals creates manufacturing difficulty. A requirement of 187mm should become 190mm. A requirement of 342mm should become 345mm. This margin accommodates manufacturing reality without creating unnecessary waste.
Common Measurement Errors (And How to Avoid Them)
Measuring external dimensions instead of internal is the most expensive error. A client specifying a box as 200mm x 150mm x 80mm externally needed internal dimensions of approximately 197mm x 147mm x 77mm for their 190mm x 140mm x 70mm product with protective padding. The 3mm difference seems small until manufacturing produces 5,000 boxes that won’t fit products.
Forgetting to account for board thickness creates structural problems. A designer specifying internal dimensions matching product dimensions exactly (with no clearance) forgot that board consumes space. The resulting boxes hold products so tightly they damage packaging during assembly or removal.
Measuring only one orientation of asymmetrical products causes failures. A product measuring 180mm x 160mm x 85mm requires all three dimensions accommodated correctly. Measuring only length and width, then assuming height is flexible, results in boxes too shallow to close properly.
Using external dimensions from similar products without re-measuring creates cascading errors. Your 200mm x 150mm x 80mm takeaway boxes don’t necessarily work for burger boxes even if they seem similar. Burgers are taller. Product dimensions changed. Your old external dimensions are irrelevant.
📏 Uncertain About Your Box Dimensions?
Send us your product details and our engineers will calculate optimal internal dimensions accounting for board thickness. Free dimension consultation included with every quote.
Get Dimension Consultation →Understanding Board Weight (GSM) and Structural Strength
Board weight measured in grams per square metre (GSM) determines both structural strength and manufacturing costs. Understanding GSM prevents over-specifying expensive materials or under-specifying weak boards that damage products.
Common Board Weight Ranges and Applications
250gsm to 300gsm board serves light products and protective internal dividers. Tissue paper packaging uses minimal board weight because the tissue provides primary protection. These lightweight boards cost least but offer minimal structural integrity. Use only when products weigh under 500 grams and don’t require crush resistance.
350gsm folding carton stock represents the standard for retail and food packaging. Cake boxes, chocolate boxes, and most food packaging applications use 350gsm because it balances cost with structural capability. This weight withstands typical retail handling and shipping stress for products up to 2 kilograms.
400gsm to 450gsm board increases strength for heavier products or multiple-item packaging. Subscription boxes containing multiple components often use 400gsm because aggregate weight and stacking during warehouse storage create crush forces. Wine boxes protecting heavy glass bottles require 400gsm minimum.
Corrugated materials measure wall density rather than GSM directly. E-flute corrugated commonly used in mailer boxes provides excellent strength relative to weight. C-flute corrugated offers even greater crush resistance but adds weight increasing shipping costs.
Packaging Board Thickness and Physical Characteristics
GSM doesn’t directly translate to thickness because fibre composition affects density. Two boards with identical GSM from different manufacturers might measure different thicknesses depending on how tightly fibres compress. However, generally, GSM increases correlate with thickness increases.
350gsm folding carton stock typically measures 0.5mm to 0.8mm thick. This thickness provides adequate rigidity for cosmetic boxes and cupcake boxes while remaining cost-effective. The thickness allows clean folding without cracking or breaking during manufacturing and use.
Corrugated wall density in E-flute measures approximately 1.5mm thick total (fluted medium plus two liners). This relatively thin but strong construction explains why corrugated dominates shipping applications. The hollow fluted structure provides strength through geometry rather than material volume.
Box Structural Strength Test Standards
Testing standards ensure boards perform adequately for their intended use. The Edge Crush Test (ECT) measures cardboard’s resistance to crushing along edges. ECT values range from 23 to 45 (kilopascals of crush force), with higher values indicating greater strength.
The Box Compression Test (BCT) measures how much weight a finished box can support before crushing. This real-world test matters more than theoretical GSM because it accounts for box design, glue line strength, and total structure. A 350gsm board in a poorly designed large box might fail compression tests while the same board in a smaller box passes easily.
Bursting strength measures how much pressure punctures through cardboard. This test matters for products with sharp edges or high internal pressure. Cereal boxes with sharp product edges require adequate bursting strength. Chocolate boxes see less bursting pressure but still require sufficient strength for handling.
Tear strength determines how easily cardboard tears under stress. This affects manufacturing (boxes shouldn’t tear during production) and shipping (torn boxes expose contents). Proper GSM selection ensures adequate tear strength for your application.
📊 Unsure Which GSM Board Weight to Choose?
Our packaging engineers calculate the minimum adequate board weight for your product, preventing over-specification while ensuring adequate protection. Free structural analysis included with every quote.
Get Board Weight Recommendation →Manufacturing Tolerances and Acceptable Variation (In Millimetres)
Manufacturing never produces perfectly consistent results. Tolerances define acceptable variation ranges. Understanding manufacturing tolerances in millimetres prevents rejecting perfectly acceptable boxes or designing specifications impossible to manufacture.
Standard Industry Tolerances
Die-cutting tolerances for straight cuts allow approximately ±2mm variation on dimensions up to 500mm. A box specified at 200mm might arrive anywhere from 198mm to 202mm. This variation seems large until you understand that tighter tolerances require expensive precision tooling adding 20 percent to 30 percent to production costs.
Folding accuracy tolerances allow ±1.5mm to ±2mm variation in fold placement. Boxes specified with internal dimensions of 195mm might vary slightly based on how precisely folds occur. This variation cascades: if folds shift 1mm, internal dimensions shift by 2mm total (1mm per side).
Printing registration tolerances allow ±1mm to ±1.5mm variation in where printed graphics align. A logo specified to print exactly 10mm from the top corner might print anywhere from 8.5mm to 11.5mm away. This acceptable variation prevents rejecting boxes with imperceptible visual difference.
Board thickness tolerances allow ±5 percent to ±10 percent variation on stated GSM. 350gsm board might vary from 332gsm to 385gsm depending on supplier and manufacturing conditions. This variation affects wall thickness slightly but remains within structural adequacy for most applications.
Specifying Tolerance Expectations
When dimensions matter precisely, specify tolerance requirements explicitly. Standard tolerances (±2mm) cost nothing extra. Tight tolerances (±1mm) increase costs 15 percent to 25 percent due to additional quality control and potential waste from rejecting boxes outside tight ranges.
For blister packaging where products fit in precisely engineered blisters, dimensional tolerances matter more. Pizza boxes used for their intended purpose accept standard tolerances because slight variations don’t prevent pizzas fitting.
Specify tolerances on dimensions that matter, not all dimensions. Perhaps external dimensions require tight tolerances for shelf fitting while internal dimensions accept standard tolerances. Perhaps printing registration requires tight tolerances for logo positioning while structural dimensions accept standard. Selective tight tolerances cost less than making everything tight.
Accept that perfect precision is impossible economically. Even at premium costs, manufacturing delivers tolerances in millimetres, not fractions of millimetres. Design your specifications acknowledging manufacturing reality rather than fighting it.
Choosing the Right Box Type for Your Application
Different box types have inherent structural and dimensional characteristics affecting how you should specify dimensions and board weight.
Rigid boxes use thick greyboard (1200gsm to 2000gsm) providing maximum structural integrity. These boxes support heavy products and multiple stacking without crushing. They accommodate precise internal dimensions because thick greyboard maintains dimensional stability. Perfume boxes and luxury gift boxes favour rigid construction for protection and perceived quality.
Mailer boxes use corrugated material providing strength relative to light weight. The fluted structure allows large boxes without excessive weight affecting shipping costs. These boxes compress slightly under pressure, accommodating minor dimension variations gracefully.
Kraft boxes offer economy and sustainability for moderate-weight products. 350gsm kraft provides adequate strength while minimizing costs. These boxes work beautifully for general cardboard packaging applications and eco-conscious custom box needs.
Specialized boxes like fish and chip boxes, burger boxes, and postal boxes come with proven board weight and dimensional specifications. Don’t over-engineer these boxes with unnecessarily heavy materials. Use proven specifications matching your product needs.
Display boxes and sleeve boxes support products already in primary packaging, allowing lighter board weights than primary packaging boxes. Account for stacking weight during retail display when calculating crush force requirements.
Real-World Examples: Dimension and Weight Selection
These actual manufacturing scenarios demonstrate how to apply technical knowledge to real products.
Example 1: Fragile Product Requiring Protective Cushioning
A glassware manufacturer needed wine boxes protecting three glass bottles (each 75mm diameter, 320mm tall) plus protective wrapping. Their initial specification: 250mm external width by 250mm external depth by 340mm height with 280gsm board.
Analysis revealed multiple problems. 280gsm board couldn’t support stacking three full boxes in warehouse storage. Internal dimensions of approximately 246mm x 246mm would be too small for three bottles plus wrapping. The light board wouldn’t survive rough shipping handling.
Corrected specification: 260mm external width by 260mm external depth by 350mm height using 400gsm folding carton stock. Internal dimensions of 256mm x 256mm accommodate three bottles in protective wrapping with adequate clearance. The 400gsm board supports stacking and rough handling. Cost increase was 8 percent. Damage rate dropped from 12 percent to less than 2 percent.
Example 2: High-Volume E-commerce Product
An apparel brand needed mailer boxes for t-shirts (folded to 180mm x 120mm x 40mm). They specified 190mm x 130mm x 50mm external dimensions using 350gsm board.
Problem: internal dimensions would be approximately 186mm x 126mm x 46mm allowing products to fit but with minimal clearance. Tissue paper wrapping added another 5mm, making the fit extremely tight. Royal Mail postage weight cost increased due to non-optimal box dimensions.
Corrected specification: 200mm x 140mm x 55mm external dimensions using corrugated E-flute (not folding carton). Internal dimensions of approximately 195mm x 135mm x 50mm provide adequate clearance for wrapped products. Corrugated material weight remains lower than folding carton, keeping postage costs manageable. The slightly larger external dimensions actually reduced per-unit shipping costs.
🎯 Ready to Specify Perfect Box Dimensions and Board Weight?
Use our instant quote calculator with our engineering specifications guide. Our team verifies your dimensions and board weight choices, preventing costly errors before manufacturing begins.
Calculate Your Perfect Box Specification →Putting It All Together: Your Specification Checklist
Selecting perfect custom box dimensions and board weight combines measurement accuracy, understanding manufacturing realities, and matching specifications to your actual needs.
Measure your product and any protective materials in final packaged form using millimetres. Add appropriate clearance (5mm to 15mm depending on product fragility). Round dimensions up to nearest 5mm increment. Account for board thickness reducing internal space. Verify your product fits all three internal dimensions simultaneously.
Choose board weight matching your structural requirements without over-specifying expensive materials. 350gsm folding carton handles most products to 2kg. Heavier products or multiple-item packaging needs 400gsm or corrugated. Light products under 500g accept 280gsm to 300gsm. Test standards (ECT, BCT, bursting strength) verify adequacy better than GSM alone.
Specify tolerances on dimensions that actually matter while accepting standard tolerances elsewhere. Accept that manufacturing tolerances in millimetres are industry standard and trying to achieve tighter tolerances wastes money. Verify your specifications with manufacturers before committing production.
After 15 years manufacturing, I’ve seen that the brands getting packaging right are the ones who understand these fundamentals deeply. They measure correctly. They specify realistically. They accept manufacturing tolerances. They choose appropriate materials matching actual needs rather than theoretical maxima.
Your packaging specifications aren’t just technical details. They’re the foundation determining whether products arrive protected, whether boxes fit efficiently in vehicles reducing shipping costs, and whether manufacturing can execute reliably without delays from impossible specifications.


You are unsure how your specific vessel translates into box dimensions, our custom box dimensions guide walks through how to take accurate measurements and convert them into a die line before you order.
Sizes cover most standard products. If yours does not fit comfortably with minimal void space, our custom box dimensions guide walks through how to specify a custom size
Band without compromising protection. The analysis is included in every quote a […]